Next up: mount the steering column in the chassis. Nothing magical here, just lots of little steps. The steel bearing cup insert did work well at preventing distortion during welding. To get a proper press fit for the rear support bearing I decided to use my new internal bore gauge. At first it didn’t work at all (made in China, of course), so I had to disassemble it completely, figure out how it was supposed to work, unstick the rusted shaft, replace the dead battery, and reassemble it. All in a day’s work out here on the frontier. So now I can measure both holes and shafts to a few microns and press fits are much easier to make.
-

- Front bushing; sheet metal cut on bandsaw and with die grinder
-

- Front bushing support bent to shape
-

- Front bushing support cap, ready to weld
-

- Finished front bushing support
-

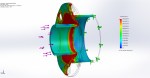
- Turning steering column rear bearing cup
-

- Finished rear bearing cup
-

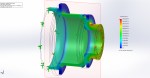
- Finished rear column support parts
-

- Steel insert bushing to prevent distortion of the bearing cup during welding
-

- Rear support, ready for welding. Note steel insert to prevent distortion.
-

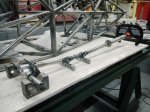
- Test fit; fit was perfect first try.
-

- Rear support welded
-

- Ready to tack weld in place
-

- Tack welded
-

- Quality Control Inspector gives her approval.