After playing around with various kinds of hole cutters, mills, angle vises, and so on, I’ve settled on the best method for cutting fishmouths in tube ends so they fit together properly when building a tube frame with round tubing. Since the tubes will be welded they don’t have to be perfect as you would get by using a milling machine. Also, the typical joint has several tubes meeting which need to accomodate each other, and on a milling machine this would take a separate setup for each tube at each joint, taking an inordinate amount of time. Forcing Solidworks to show the correct shape of the ends of each tube requires some real work, an explanation of which I found over on the LoCost website. I’m going to provide a modified and updated tutorial here.
The first thing to understand is that each tube must be fully welded before adding the next tube. This makes the finished structure much stronger than if you tacked all the tubes in place and simply welded around the remaining visible joints. Here’s an example:

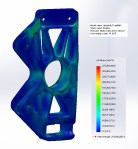
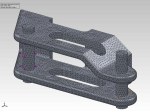
In a multi-tube intersection, the first two tubes are fully welded before adding the next tube

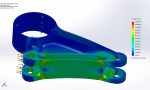
Third tube in place before welding

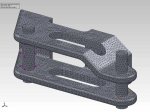
Third tube fully welded
Solidworks Tutorial
Although the following tutorial may look long and complicated, once you understand what’s going on each step will only take seconds. And believe me, it’s much faster than grinding a tube to fit using trial and error. More accurate, too.

First, create a weldment profile with the correct outside diameter, a thickness of 0.1mm, and a gap of 0.1mm as shown.

Original weldment use a profile of 25.4 x 1.0 mm round tube

Replace this with the new, slitted profile

Each tube will need to be trimmed to the tubes around it, reflecting the order in which they will be assembled. Insert > Weldment > Trim/Extend. Check your trims.

Select the tube, right click and choose "Insert into new part".

Save the part with a descriptive name. I keep a separate directory of tubes.

Select an INSIDE EDGE and click Insert>Sheet Metal>Bends.

Just click the green check mark. No need to fiddle with any options.

Right click on "Process Bends" and choose "Suppress".

And you get a flat sheet.

Select he surface and choose a normal view

With a Normal View, dimensions and shapes will be correct.

Open a new drawing and insert the current model view.

Set drawing scale to 1:1, full scale

Right click on the drawing view and choose Drawing Views > Rotate View.

Through trial and error, figure out how much to rotate the view so that it is horizontal.

Now we have a horizontal drawing view.

Insert another drawing view...

Also of the current model view.

Rotate the view as before to get another horizontal view.

Two views on one drawing.

Align the views horizontally by right clicking on one view and choosing Drawing Views > Align Horizontally by Origin.

Crop each view by first drawing a rectangle with 4 lines. The automatic draw rectangle won't work because it uses the unrotated axes.

Crop the view by selecting the four lines of the rectangle, right click and choose Drawing Views > Crop View

Now we have both tube ends with the middle removed, fitting on a single A4 sheet.

Now we need a reference for how far the ends of the tube are from each other. Go back to the tube part and create a sketch like this.

Using the sketch, extrude a cut through the part and keep all bodies.

The part now looks like this.

Go back to the drawing and add annotations as necessary for use in the shop.

Save the file as a PDF and print it out on sticker paper. Cut out the 2 ends and stick them on the tube at the indicated distance. Use an angle grinder to grind to the lines.