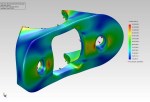
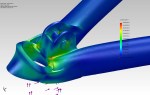
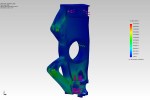
To get optimal suspension geometry and aerodynamics I’ve designed the car with a front keel under a raised nose. This gives the longest possible lower front A-arms, minimizing the angle changes of the front suspension as it goes through bump and jounce motions. The raised nose clear airflow around the front wing. My computational fluid dynamics (CFD) studies show airflow around the front wing is extremely important as the wing operates in ground effect and generates downforce all out of proportion to its size. I spent a considerable amount of time trying to increase the downforce generated by the underbody and rear wing to match that of the front wing, even though those elements are far larger.
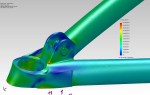
The front keel will use a stressed skin of aluminum formed to shape and riveted to tabs welded onto the frame tubes. This is the highest-stress area of the entire chassis, as under braking something like 2800 pounds of force will be transmitted through these members. You can visualize the car supported vertically on the front keel, with two more cars stacked on top of it, so this needs to be really strong.

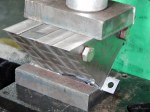
Front keel tube is drilled on the milling machine for front lower A-arm attachment points. This will give perfect mounting locations.

Lower front A-arm attachment points were cut and drilled on the lathe, then tapped.

Chassis table comes in handy again for welding the lower front A-arm attachment points into the front keel tube.

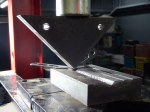
Completed front keel tube assembly. Front lower A-arm attachment points welded in place, ends of keel tube capped for strength.

Front keel tube assembly rigidly located in place on chassis table.

The 3-roller tube bender generates about 65 cm of scrap at each end on small-radius bends before it starts generating the correct constant -radius bend.

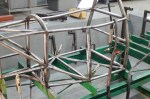
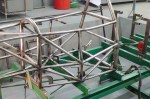
First front keel down-tube in place. The surface of the keel will be concave to let air flow better across the upper surface of the front wing, necessitating curved tubes to hold the keel.

More front keel down-tubes. The two rear tubes are a recent addition to the design as this area needs to be phenomenally strong and the tubes weigh almost nothing.

Finished front keel and front subframe